| Client: | Roche Tissue Diagnostics |
| Industry: | Medical Equipment |
| Services: | Manufacturer of Tissue-based Diagnostic Solutions |
| Location: | Tuscon, Arizona |
The Client
![]() Roche Tissues Diagnostics (RTD) is the diagnostics arm of global pharmaceutical giant Roche, a company that is focused on advancing science to improve people’s lives.
Roche Tissues Diagnostics (RTD) is the diagnostics arm of global pharmaceutical giant Roche, a company that is focused on advancing science to improve people’s lives.
Founded in 1896, Roche is the world’s largest biotech company, with medicines in oncology, immunology, infectious diseases, ophthalmology and diseases of the central nervous system. Roche is also the world leader in in-vitro and tissue-based cancer diagnostics, as well as a frontrunner in diabetes management. Having the combined strengths of pharmaceuticals and diagnostics in its arsenal have made Roche a world leader in personalized healthcare, with a mission to fit the right treatment to each patient in the best way possible.
Of course, when such a prestigious company came to us with such a specific and interesting custom build requirement, we couldn’t wait to step up to the challenge!
The Challenge
Roche Tissue Diagnostics manufactures machine components (or capsules) that contain a liquid that processes patients’ tissue samples and produces pictures which help doctors to diagnose disease.
Once the capsules are manufactured they need to be transported – using racks – to a chiller or freezer to be kept cold, until they can be delivered to various hospitals and medical facilities for use in their diagnostics.
When they first came to us, the Roche team was experiencing several problems with the racks it was using on its production line. This was creating issues with capacity and having a knock-on effect on efficiency and productivity.
Firstly, the racks that they were using to transport the capsules were not particularly strong and would wobble and flex, putting both Roche’s product and employees at risk. Neither did the trays holding the capsules fit on the rack properly causing them to slide around and creating more potential safety issues for Roche’s product and workers.
The spacing between the rack levels was also incorrect, leading the trays of capsules to bump against one another as they were loaded and meaning a level had to be left in between trays to make everything fit. A crossbar in the middle of the rack was also restricting effective loading. All of this meant the Roche team was not able to fully load its racks or its freezers, causing big problems with production capacity.
RTD was in dire need of strong, sturdy, reliable equipment that could turn around the issues they were experiencing. The Schaumburg team of design engineers and custom metal fabrication experts traveled to Arizona to meet the Roche team and witness its challenges first hand.
Our Solution
Back at Schaumburg HQ, our experts put their heads together and came up with an ingeniously designed, precision engineered custom solution for our client.



Caption: We designed and built the perfect tailormade solution
Our design engineers, who are specialists in the physics of racks, designed a cabinet rack made from premium quality American aluminum that was built by our metal fabrication and welding master craftsmen in our workshop. No wobbling, leaning or swaying with these racks!
We even added handles for maximum stability while the rack is being maneuvered and a wheel brake for added stability and safety when the cabinets are at a standstill.


Caption: The cabinet featured handles and a brake for maximum rack stability & product security.
The cabinet was 10 levels high, with space for 16 capsules on each level, and had the exact amount of spacing between levels to allow for the maximum 160 capsules to be loaded onto the rack without touching. It was also the perfect size and height to optimize space capacity in Roche’s freezers.


Caption: 10 levels made for maximum product capacity
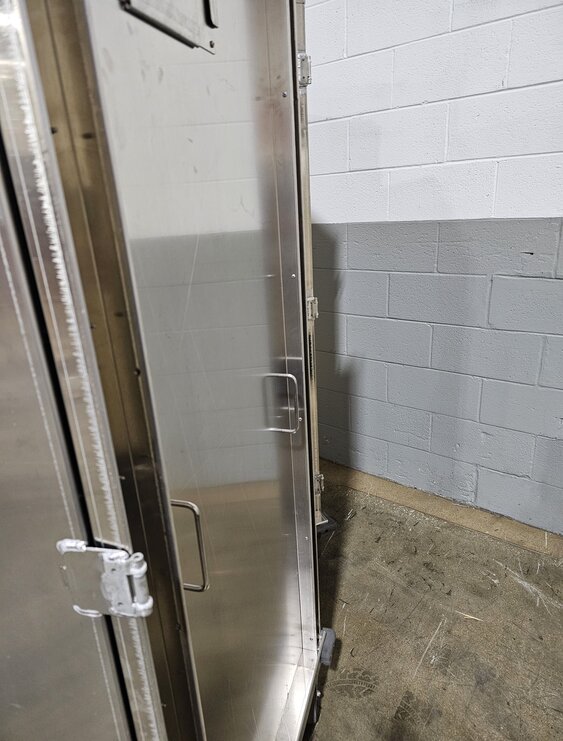
We also made the cabinet enclosed, which meant there was no danger of the capsules sliding off their trays and manufactured strong locks for the doors to further enhance the safety and security of the product. We also made label holders for the doors so the products could be easily identified by Roche’s employees.


Caption: Enclosed and lockable for product safety and security
To allow the team to be able to move more than one rack at once, we built a hook mechanism that allowed two cabinets to connect and move in one smooth, seamless direction.




Caption: The cabinets hooked together
Once we’d built the prototype cabinets, we shipped them to Tucson where Roche put them to work straight away on its production line.
Our new cabinets helped to completely transform the efficiency and production capacity – and therefore output – of Roche’s operations. The company was delighted with the results and has ordered several more of the cabinets, which we can’t wait to get to working on!
Another day, another happy client for Schaumburg Specialties!
Bring Your Custom Build Ideas To Life With Schaumburg Specialties!
We delivered awesome results for this customer, and now we want to do the same for you.
To bring your design ideas to life and get started with your own custom build project, contact us today!